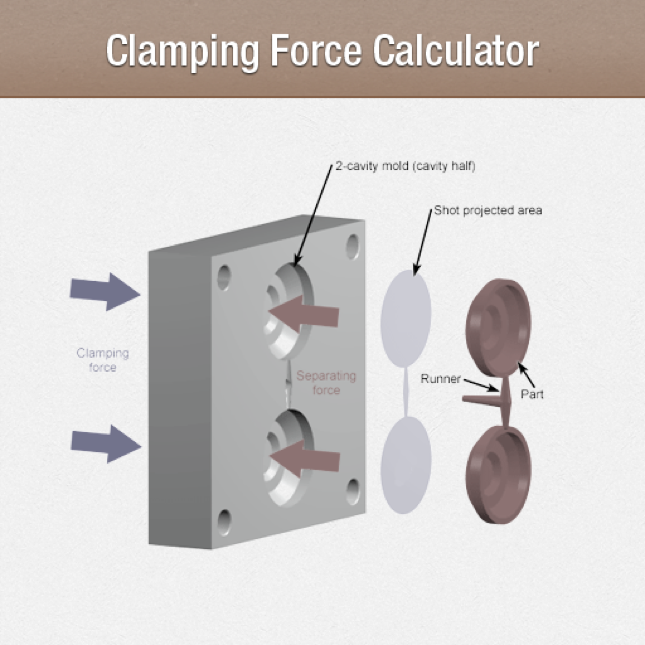
夹紧力
夹紧力指的是由注射机施加的夹紧力,以克服在注射过程中模腔中熔化而产生的模具产生的增长力。为了避免模具被推开,注塑机的夹紧装置必须提供足够的“夹紧力”。
夹紧压
力必须施加夹紧力以抵消注射压力。不要自动选择极高的价值。考虑规划区域并确定合理的值。从夹紧力的施加方向看,注塑件的投影区域是最大区域。在最大注塑成型情况下,每平方英寸约为2吨,每平方米约为31兆牛顿。但这只是一个很低的值,必须使用非常粗糙的经验值,原因是一旦注塑件具有任何尺寸的深度,就必须考虑侧壁。
某些因素会影响夹紧力的计算,这与材料类型(高流量塑料和低流量塑料)以及零件的深度类似。
夹紧工件引起变形
首先,选择正确的夹紧点在夹紧工件时,然后根据夹紧点的面积选择合适的夹紧力。因此必须尽可能合并支撑点和夹紧点,因此支撑上的夹紧力ACTS,夹紧点应尽可能接近加工表面,并选择不容易受力的位置导致夹紧变形的根源。
当在工件上有多个夹紧力方向时,请考虑对夹紧力的要求,因为支撑触点和工件夹紧力必须首先起作用,并且不是很大,以使切削力的基本夹紧力相等,必须采取最后行动。
此外,夹具和工件之间的接触区域必须是轴向的,或者必须利用增大的夹紧力。增加零件的柔韧性是解决夹紧变形的一种功能方法,但是由于薄壁零件的结构和形状,它们的柔韧性较低。这样,在夹紧力的作用下会发生变形,扩大夹
具与工件之间的接触区域,可以成功地减少夹紧时工件的变形。例如,当铣削薄壁零件,大量使用弹性压板时,其原因是要增大接触零件的应力区域。当转动薄壁套筒的外圆和内径时,接触区域会扩大。并且,在夹持工件时,无论使用简单的开放过渡环,还是使用柔性心轴和整个曲线夹持器。此技术对于轴承夹紧力很有用,因此可以避免零件变形。轴向夹紧力在制造中被广泛使用。优质夹具的制造和设计可以使端面的夹紧力跟进,从而解决了壁薄且工件不易弯曲的问题,从而解决了工件的柔性变形。
如何计算注塑成型的夹紧力
夹紧力是指通过注塑机的夹紧装置施加到模具中的力。为了保持模具闭合,该力必须与由于将液态塑料注入模具而导致的脱模力相反。
通常,额定力以吨为单位,例如一台200吨的机器通过制造大的夹紧力等于200吨的总和来完成。确定的重量可用于选择能防止零件缺陷(例如不必要的火焰)的熟练机器。那么需要多少夹紧力?
所需的夹紧力是由预期的压射区域和作用在该重量上的模具内部型腔的压力确定的。